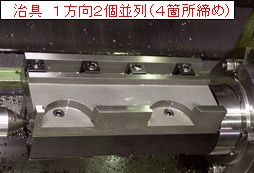
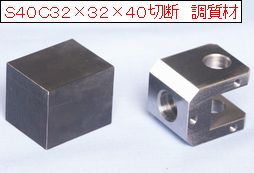
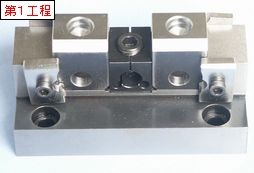
| バイスが回転するとどんなに便利か少し説明させてください 左上図の加工です、材料は32ミリ角のミガキ材を40ミリに切断後調質しています、ロットは50~100ですから 大掛かりな治具を作るほどでは有りませんが、マシンバイスではどんなにしても4工程は掛かりそうです、 特に底面から横穴リーマまでの±0.05は直角度も有り精度を出すのが難しい加工です、こんな時写真下段の ミニクランプを使ったバイス(治具)を作り、回転バイス用ベースに乗せ、0度で底面削りと穴加工、±45度C面取り、 ±90度でリーマ穴と加工すれば(加工順は刃物に合わせた回転角度で)直角度も位置関係も正確に3面の同時加工 が出来ます、残り3面も同じバイスで高さと両肩面取り、溝加工、3箇所のM4タップ加工をすれば2工程で完了します。 この例題はたまたま市販されているミガキ材が使えましたが、材質によっては丸材しかない物や角材でも 黒皮しか無く、一回り大きい材料を使うことが多いと思われますが、例えば42丸からとか35角からでも、 2面を32㎜の平行に加工し、目視で回転バイスにセットして32㎜加工から始めることも出来ます。 (但しバイスの口金の巾はクランプと同じ30㎜とし、2工程目のサイドの位置決め板は両方とも1㎜の段付にします) 今回は一回のロットも少なく2個加工にしましたが、回転バイス用ベースを4角に、長さもX軸ぬ許す限り長くして 1面で8個4面で32個の加工も出来ます。(写真のベースは他用途向けに作った物を利用しています) |
||
 |
 |
 |
 |
 |
 |